

磨粉機潤滑系統(tǒng)和電氣控制部分-產(chǎn)品連載介紹(2)
序言:本期繼續(xù)講述恒源擺式磨粉機的產(chǎn)品連載介紹(2),此文內(nèi)容包括:磨粉機的潤滑系統(tǒng)和電氣控制部分詳細說明,潤滑系統(tǒng)和電氣控制部分是擺式磨粉機中重要的部件,其對磨粉機是否能長期穩(wěn)定工作起到關(guān)鍵性的作用。
一、潤滑系統(tǒng)加油說明:
磨粉機正常運轉(zhuǎn)需要潤滑系統(tǒng)的支持,每個部件需要選擇對應(yīng)牌號的潤滑油,一定不能選錯,可以參照下面潤滑系統(tǒng)參照表。其次,每個部件的換油周期也要區(qū)別,如常用部件:磨輥裝置的加油時間為1-4天;分析及油池的加油時間為三個月周期,一定要嚴格遵守;最后一點要說明的是,每個加油潤滑點部位、點數(shù)一定不能漏加或錯加,總之要嚴格按照我們廠家提供的參照表操作。
磨粉機正常運轉(zhuǎn)需要潤滑系統(tǒng)的支持,每個部件需要選擇對應(yīng)牌號的潤滑油,一定不能選錯,可以參照下面潤滑系統(tǒng)參照表。其次,每個部件的換油周期也要區(qū)別,如常用部件:磨輥裝置的加油時間為1-4天;分析及油池的加油時間為三個月周期,一定要嚴格遵守;最后一點要說明的是,每個加油潤滑點部位、點數(shù)一定不能漏加或錯加,總之要嚴格按照我們廠家提供的參照表操作。
磨粉機潤滑系統(tǒng)參照表
| 潤滑點部位 | 潤 滑 形 式 |
潤 滑 油 代號及名稱 |
潤 滑 點 數(shù) |
每次加 油時間 |
備 注 | ||
| 人工 | 集中 | 油箱 | |||||
| 傳 動 裝置 | △ | 46機械油 | 1 | 三個月 | 保持油位線 | ||
| 主動中心軸 | △ | 3號MoS2復合鈣基潤滑脂 | 2 | 15-30天 | 可用鈣基潤脂代 | ||
| 磨 輥 裝置 | △ | 3號MoS2復合鈣基潤滑脂 | 8 | 1~4天 | 可用鈣基潤脂代 | ||
| 分析機油池 | △ | 46機械油 | 1 | 三個月 | 保持油位線 | ||
|
畚斗提升機 蝸輪減速機 |
△ | 46機械油 | 1 | 三個月 | 保持油位線 | ||
|
鼓 風 機 傳動軸承座 |
△ | 3號MoS2復合鈣基潤滑脂 | 2 | 一個月 | 可用鈣基潤滑油脂代 | ||
|
分 析 機 軸 承 座 |
△ | 3號MoS2復合鈣基潤滑脂 | 1 | 一個月 | 可用鈣基潤滑油脂代 | ||
|
畚斗提升機 軸 承 座 |
△ | 3號MoS2復合鈣基潤滑脂 | 2 | 一個月 |
可用鈣基潤滑油脂代 |
||
二、電氣控制部份
磨粉機所有控制設(shè)備集中安裝在控制柜內(nèi),各機均沒有相互聯(lián)鎖,僅在給料自動控制環(huán)節(jié),由主機的電流及風機的電流變化來控制給料機的給料與停止,各機起動與停止的操作程序按機器操作規(guī)程來進行,本控制設(shè)備除主機,分析機及給料機外,其余各機均為一般的交流異步電機及控制,具體原理線路見電氣原理圖(見下圖2:擺式磨粉機電氣原理圖)。
1、主機與風機的起動控制
本系統(tǒng)對電機容量大于30KW,采用降壓起動,小于30KW采用直接起動,即4R、5R、6R的主機與風機采用降壓起動,系統(tǒng)中4R、5R、6R的主機與風機均采用星三角起動。
星三角形的起動與運轉(zhuǎn)聯(lián)接,由接觸器與時間繼電器組成控制線路,自動轉(zhuǎn)接,時間繼電器一般調(diào)整延時為10秒左右。
星三角形起動電機的接線應(yīng)細心檢查嚴格對號接線,避免因錯接而造成不必要的電器與電機的損壞。
2、給料機的控制及自動給料整定
(1)給料機結(jié)構(gòu)及原理
磨粉機中給料機采用電磁振動給料方式,結(jié)構(gòu)原理(見下圖1:給料機工作原理圖)。電振機是一個雙質(zhì)點定向強迫振動系統(tǒng)。由料槽、聯(lián)接叉、銜鐵組成。
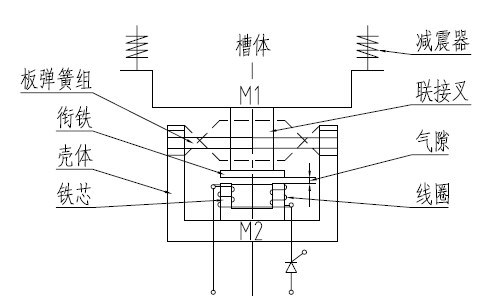
圖1:給料機工作原理圖
(2)整個電振給料機應(yīng)懸掛于自由狀態(tài),周圍應(yīng)有一定的游動間隙,不得有物體與給料機相碰,以免工作時有噪音產(chǎn)生。
(3)安裝完畢后應(yīng)將用作于定位連接叉及檢修時的螺釘松開(在振動器部位上面三個下面一個),松開后將鎖緊螺母擰緊。
(4)打開振動器后蓋,觀察檢查鐵芯與銜鐵的氣隙是否在1.8~2.1毫米范圍內(nèi),而且是否平行和清潔,并檢查所有螺釘有無松動現(xiàn)象,特別是壓緊鐵芯與銜鐵及板彈簧螺釘,一切正常后蓋上后蓋。
(5)通電進行空載試驗,調(diào)整電位器R1,由小逐漸緩慢加大,調(diào)節(jié)振幅,觀察振幅與電流的變化情況,振幅在1.75毫米±7%,電流在0.6~2.5A,連續(xù)工作1小時以上看振幅與電流是否穩(wěn)定,各部位螺釘振動后有無松動現(xiàn)象。
(6)在一切正常情況下,打開料倉閘門進行物料輸送,再次觀察振幅(打開料倉后振幅允許下降0.5毫米,如下降太大應(yīng)按電振給料機說明書檢查料槽壓倉與調(diào)整彈性系數(shù))電流是否穩(wěn)定,及給料量是否滿足要求。如振幅與電流均在額定值,若給料量仍未能滿足要求,可將振動器吊裝成一個傾角,使之滿足經(jīng)料量要求,但最大傾角(槽體與水平央角)不超過20°。
3、電振給料機控制箱的調(diào)整
電振給料機的給料量是通過改變線圈兩端電壓來實現(xiàn)的,如給料機及壓倉等正常情況下,調(diào)節(jié)振幅,電位器旋到最大時,而振幅與電流均未達到額定值,特別是電流很小,則需打開給料機控制器箱體,檢查R2、R3電阻(一般出廠時已調(diào)好),首先調(diào)整R2,使R2電阻逐漸短接,阻值改少,使之達到最大振幅及額定電流,如R2全部短接后仍未達到要求,則需繼續(xù)調(diào)整R3(因R3是作限制可控硅觸發(fā)電流,防止電流過大而使控制極損壞),調(diào)整方法與調(diào)整R2相同。R2、R3調(diào)好后應(yīng)將電阻器上滑壁螺絲擰緊,以免運轉(zhuǎn)中接觸不良使振幅等不穩(wěn)定。
4、自動給料調(diào)整
(1)工作原理
給料機的自動給料是通過主電機電流變化及風機的正常與否來實現(xiàn)給料與停止,在風機正常運行時,當主電機電流超過額定電流時要求停止給料,下降后要求繼續(xù)給料,自動給料是利用主電機電流變化通過電流繼電器動作與否,實現(xiàn)可控硅的控制電壓的接通與斷開,達到是否給料的目的。在風機出現(xiàn)故障停止運行時,同樣的原理,使給料機停止給料。
系統(tǒng)中采用電流電器為DL-13/6型過電流繼電器,繼電器內(nèi)有兩個線圈,當兩個線圈串聯(lián)時,其動作電流可從1.5調(diào)到3安,當兩個線圈并聯(lián)時,其動作電流可在3~6安之間隨意調(diào)節(jié),由于磨粉機在正常工作情況下,與我們所選用電流互感器變比,在電流繼電器上所得到電流不會大于3安,因而我們將線圈接成串聯(lián)。
(2)自動給料調(diào)整
a、將控制柜門上主令開關(guān)撥到自動位置;
b、打開箱內(nèi)過電流繼電器(DL)罩殼,將以防運輸時損壞用的固定鐵芯繩子去掉;
c、所有各機按運轉(zhuǎn)程序運輸,并正常;
d、逐漸調(diào)整給料機控制箱上電位器R1的旋鈕,使給料量漸漸加大,同時觀察主電機電流表,使其電流達到額定而且穩(wěn)定(如因磨料性質(zhì)及流程等關(guān)系,可根據(jù)實際生產(chǎn)要求穩(wěn)定較小于額定電流)。
e、調(diào)整電流電器上滑壁,改變繼電器動作電流,使繼電器常閉觸頭在目前主電流下正好斷開,然后稍減少一點使其剛好恢復閉合。最后按上繼電器罩殼。
通過上述調(diào)整,磨粉機在自動給料時,可保護主電機,提高磨粉效率,不會出現(xiàn)空磨及過載現(xiàn)象。
5、分析機的控制與調(diào)整
分析機在風量、風壓一定情況下,其轉(zhuǎn)速快慢決定分離粉子的粗細粒度,設(shè)備中采用JZT2型電磁高速異步電機傳動,該電機由標準鼠籠電機測速發(fā)電機與電磁轉(zhuǎn)差聯(lián)合器組成,只要改變電磁聯(lián)合器的電壓就能達到改變轉(zhuǎn)速快慢要求。
(1)分析器的控制
分析器的控制,是由按裝在控制柜門上的電磁滑差控制器(ZLK-1型)與分析器的控制按鈕來控制。開機時先按分析機起動按鈕,使鼠籠電機部分首先運轉(zhuǎn),然后合上電磁滑差控制器電源開關(guān),調(diào)節(jié)轉(zhuǎn)速旋鈕,使分析機達到所要求轉(zhuǎn)速。
(2)分析器的轉(zhuǎn)速指示調(diào)整
由于電磁調(diào)速電機的測速發(fā)電機每臺特性不一致,使之實際轉(zhuǎn)速與控制器上所指示轉(zhuǎn)速不一致,有較大出入,需自行調(diào)整,首先用轉(zhuǎn)速表測出電機的實際轉(zhuǎn)速,然后通過調(diào)節(jié)控制器面板上的“轉(zhuǎn)速表校正”的電位器,使實際轉(zhuǎn)速與指示儀表轉(zhuǎn)速相吻合,這樣某一轉(zhuǎn)速即相應(yīng)表示磨傷害分離后的粒度(應(yīng)注意在調(diào)試電機與分析器應(yīng)連接后開機)。
6、常見故障及排除方法(見下表1)
| 故障部位 | 故障現(xiàn)象 | 故障原因 | 排除方法 |
| 定出子線9頭個電機 | 電機不能起動或僅能低速運轉(zhuǎn) |
①電器箱故障 ②電機接線接錯 |
①查清電器箱內(nèi)有關(guān)電機起動元件接線,排除故障。 ②檢查電機與電氣控制柜的接線,對號接線。 |
| 電磁振動給料機 | 接通電源后,機器不振動。 |
①保險絲斷 ②線圈損壞 ③接線斷路 |
①更換新保險絲。 ②修復或更換線圈。 ③接通線路。 |
|
振動微弱,調(diào)節(jié)振幅電位器作用不大或不起作用。
|
①振動器控制箱有故障 ②氣隙中有異物 ③用作固定連接叉螺絲未松 |
①排除電器箱故障,特別檢R2、R3電阻器可動按點接觸是否良好及檢查輸出電壓。 ②清除異物。 ③松開螺釘(在振動器部位)。 |
|
| 機器輸送物料時振幅下降太大 | 料倉接口設(shè)計使料槽壓太大,或料太濕 | 重新設(shè)計料倉接口,減少料倉對槽體壓力,或?qū)ξ锪线M行烘干處理。 | |
| 分析器 |
離合器轉(zhuǎn)速不能調(diào)節(jié),僅能在高 速運轉(zhuǎn)。 |
①滑差電機空載 ②速度反饋電位器調(diào)亂 |
①加上負載,電機與分析器皮帶應(yīng)聯(lián)接后試車(負載應(yīng)大于10%的額定轉(zhuǎn)矩)。 ②按轉(zhuǎn)差控制器說明書有關(guān)章節(jié),轉(zhuǎn)動控制器上“反饋量調(diào)節(jié)”電位器,調(diào)到滿足要求。 |
| 離合器只能在低速運轉(zhuǎn),不能升速。 | 一般反饋電位器調(diào)亂,反饋量過大 | 按轉(zhuǎn)差控制器說明書有關(guān)章節(jié)調(diào)節(jié)減少反饋量。 |
表1:常見故障和排除方法
有關(guān)電振機,及滑差電機及控制器的詳細原理,調(diào)試及故障排除請參閱專用說明書。磨粉機的接線請參閱:圖3擺式磨粉機管線圖。
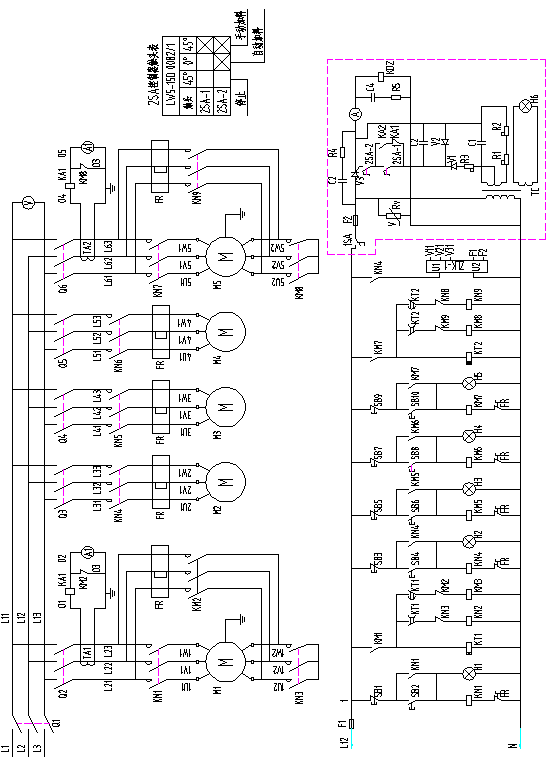
圖2:擺式磨粉機電氣原理圖
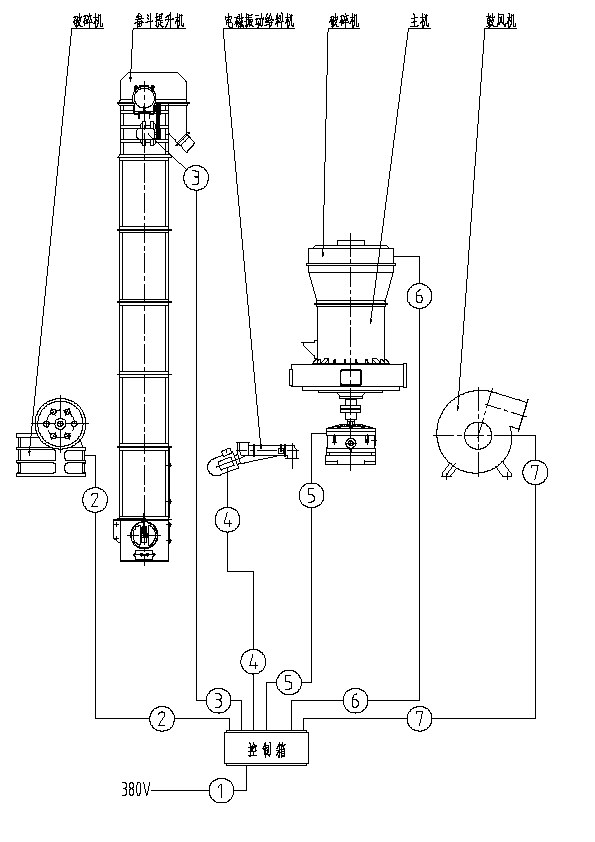
圖3:擺式磨粉機管線圖

磨粉機電氣控制柜
1、下面表2中所選用導線均按銅質(zhì)來選用截面,而且所選截面大小僅供參考。
2、220V控制電源由用戶自行決定,可單獨放入控制箱,亦可用相電壓揍上。
| 7 | 鼓風機 | 6R |
5U1 5V1 5W1 5U2 5V2 5W2 5U3 5V3 5W3 |
70 | 6 | |
| 5R |
5U1 5V1 5W1 5U2 5V2 5W2 5U3 5V3 5W3 |
25 | ||||
| 4R | 5U1 5V1 5W1 5U2 5V2 5W2 | 10 | ||||
| 6 | 分析機 | 6R |
2U1 2V1 2W1 F1 F2 V11 V21 V31 |
6+2.5 | 3+5 | |
| 5R | 4+2.5 | |||||
| 4R | 2.5 | 8 | ||||
| 5 |
主 機 |
6R |
1U1 1V1 1W1 1U2 1V2 1W2 1U3 1V3 1W3 |
70 | 6 | |
| 5R |
1U1 1V1 1W1 1U2 1V2 1W2 1U3 1V3 1W3 |
25 | ||||
| 4R |
1U1 1V1 1W1 1U2 1V2 1W2 1U3 1V3 1W3 |
16 | ||||
| 4 | 給料機 | 6R | N 39 | 2.5 | 2 | |
| 5R | ||||||
| 4R | ||||||
| 3 | 畚斗機 | 6R | 4U1 4V1 4W1 | 4 | 3 | |
| 5R | 2.5 | |||||
| 4R | ||||||
| 2 | 破碎機 | 6R | 3U1 3V1 3W1 | 10 | 3 | |
| 5R | 6 | |||||
| 4R | 6 | |||||
| 1 | 進線 | 6R | L1 L2 L3 | 240 | 3 | |
| 5R | 120 | |||||
| 4R | 70 | |||||
| 管路編號 | 設(shè)備名稱 | 端子編號 | 導線截面(mm2) | 根數(shù) | 備 注 | |
表2:擺式磨粉機接線參數(shù)
以上就是本公司擺式磨粉機產(chǎn)品連載介紹(2)的內(nèi)容:擺式磨粉機的潤滑系統(tǒng)和電氣控制部分詳細說明,后期我們會繼續(xù)發(fā)布關(guān)于磨粉機連載文章,以便能幫助大家更多的了解設(shè)備。如需購買設(shè)備,請聯(lián)系公司客服人員獲取最新價格。
簡介
上海恒源冶金設(shè)備有限公司自成立以來,一直專注于砂石生產(chǎn)線設(shè)備的研發(fā)、生產(chǎn)與銷售,公司主營產(chǎn)品有破碎、制砂、磨粉、輸送篩分設(shè)備及其配套備件等。位于江蘇啟東濱海工業(yè)園區(qū)的六萬平米大型礦機生產(chǎn)基地,具備先進的數(shù)控加工設(shè)備和產(chǎn)品質(zhì)檢檢測儀器,設(shè)備精度高、速度快,具有較強的生產(chǎn)能力,歡迎廣大客戶前來實地工廠考察或官網(wǎng)咨詢,期待能與您長期合作,一起攜手共贏!
工廠實景照片




工廠實景圖
設(shè)備采購聯(lián)系方式
恒源官網(wǎng):www.77490.com.cn
國內(nèi)銷售:021-58973788
國際銷售:021-33781259
全國400熱線:400-820-2021
歡迎客戶網(wǎng)站留言或撥打熱線詢價
歡迎您來工廠參觀訪問
歡迎新老客戶致電,預約參觀,我們將為您提供完善的碎石、制砂、礦石生產(chǎn)線成套設(shè)備解決方案,讓專業(yè)的人做專業(yè)的事,讓您我一起攜手,共贏未來!
返回首頁
關(guān)鍵詞標簽:磨粉機,擺式磨粉機,潤滑系統(tǒng),電氣控制部分,產(chǎn)品
上一篇:恒源擺式磨粉機產(chǎn)品連載介紹(1) 下一篇:磨粉機安裝、調(diào)試、試運轉(zhuǎn)步驟-產(chǎn)品連載介紹(3)
砂石生產(chǎn)線的發(fā)展前景經(jīng)濟、社會效益綜合提升
2019-05-16
一定要了解的破碎機械常識
2019-05-10
顎式破碎機中的動顎介紹
2019-05-10
礦山“巨無霸”CR240E礦車工業(yè)性試驗,核心技術(shù)實現(xiàn)國產(chǎn)化
2019-11-29
【破碎機故障】以下是破碎機常見故障的排除方法,各位礦山老板們積極掌握住.
2019-08-08
碎石機運行或檢修設(shè)備時,需要注意哪些事項?
2020-05-02
【破碎機廠家】錘式破碎機與顎式破碎機的區(qū)別
2019-10-09
制砂生產(chǎn)線葉輪的功能是將物料加速至一定速度并將其排出
2020-06-28
時產(chǎn)1200噸基建骨料破碎制砂生產(chǎn)線
2020-04-07
福建時產(chǎn)500噸砂石生產(chǎn)線設(shè)備暨破碎機設(shè)備發(fā)貨回顧
2019-10-06
振動篩篩箱斷裂原因及改進方法
2024-11-21
山碎圓錐破的工作原理、使用注意與故障分析
2019-05-10
如果你選擇了正確的洗沙設(shè)備,你只需花更少的錢去做更有效率的工作!你選對了嗎?
2019-08-25
【破碎機廠家】到底是“砂子”還是“沙子”?“砂”和“沙”有什么區(qū)別?怎么生產(chǎn)“砂
2019-07-30
圓錐破碎機使用安全措施
2023-05-28
破碎機配件維護、保養(yǎng)的重要性
2019-06-05
【制砂機廠家】尾礦制砂,節(jié)材環(huán)保
2019-07-31
江西砂石生產(chǎn)設(shè)備發(fā)貨回顧-上海恒源破碎機
2019-07-28
湖北房縣舒樂破碎機生產(chǎn)線工藝流程
2019-05-12
上海破碎機廠家教你如何選購破碎機械?
2019-05-12


