

每小時400噸石灰巖破碎生產線設備配置方案和技術協議
導讀:此工程是某機場二期破碎生產線項目,屬于每小時產量在400噸的石灰巖破碎生產線,包括破碎機設備配置選型方案及設備制造、設計的技術標準以及設備采購協議等內容,希望能對購買破碎機或規劃碎石篩分生產線的采購商有所幫助。
一、項目概況
1.本項目為某機場二期破碎生產線項目,現生產能力400t/h,總設計生產能力800t/h。
2.破碎機生產廠家提供破碎機設備有:
1) 振動喂料機型號為ZSW600*150 數量壹臺

2) 顎式破碎機型號為PE1200*1500 數量壹臺

3) 反擊破型號為PF1515 數量叁臺

4) 圓振動篩型號為2YK3072 數量壹臺

5) 圓振動篩型號為2YK2470 數量貳臺

3.其他配套設備由需方向第三方另購。
4.破碎機廠家負責提供對所供設備的現場總體布置設計圖紙。
5.破碎機設備廠家恒源公司派技術員負責對所供設備進行指導安裝與調試。
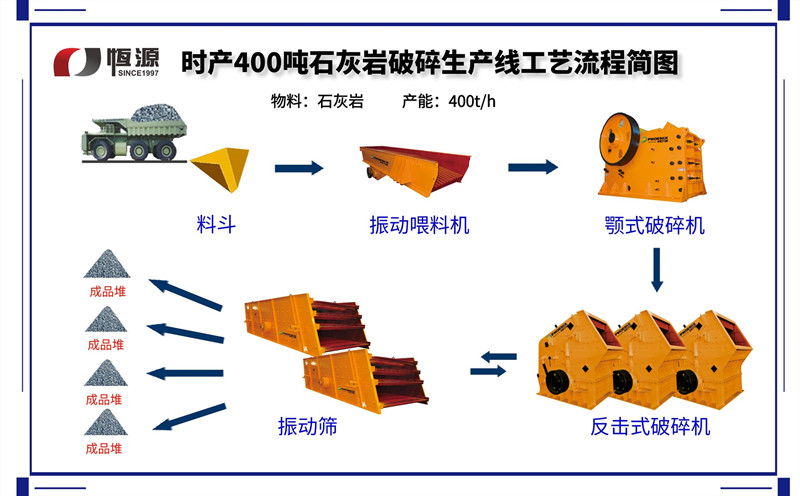
二、破碎生產工藝
1. 項目信息及參數:
1) 原料粒度:<1000mm的石灰巖;
2) 根據客戶要求,本工藝采用粗破采用顎式破碎機,二段與三段破碎采用反擊式破碎機,篩分部分采用兩段串聯式篩分結構;
3) 根據客戶要求,本生產線預留產能擴展相關機位;
4) 產能要求:400噸/小時(擴展后總產能800噸/小時)。
2.設備工藝流程布置圖:
三、技術要求及供貨范圍
1.振動給料機ZSW600*150:
1)易損件清單及材質:
2)技術參數:
1.最大進料粒度:800mm
2.處理能力:460-575t/h
3.偏心軸轉速:500-800rpm
4.振幅:9mm
5.電機:Y225M-6 30KW
3)標準件品牌:
電機采用上海某品牌電機,或者安徽某品牌電機;
軸承采用大連、瓦房店某集團產品。
4)發貨清單:
2.顎式破碎機PE1200*1500:
1)易損件清單及材質:
2)技術參數:
1.進料口尺寸:1200×1500mm
2.最大進料:1000mm
3.排料口調整范圍:150-350mm
4.偏心軸轉速:180r/min
5.處理能力:450-800t/h
6.電動機型號:Y355L1-8 220KW
3)標準件品牌:
電機采用上海某品牌電機,或者安徽某品牌電機;
軸承采用大連、瓦房店某集團產品。
4)發貨清單:
3.反擊式破碎機PF1515:
1)易損件清單及材質:
2)技術參數:
1.轉子直徑×寬度:Φ1500×1500mm
2.進料口尺寸:1538×800mm
3.最大進料邊長:300mm
4.生產能力:220-280t/h
5.電機型號:Y2-355L4-6 280kw
6.主軸轉速:400r/min
3)標準件品牌:
電機采用上海某品牌電機,或者安徽某品牌電機;
軸承采用大連、瓦房店某集團產品。
4)發貨清單:
4.圓振動篩2YK3072:
1)易損件清單及材質:
2)技術參數:
1.篩面規格:3000×7040mm
2.篩面層數:2層
3.雙振幅:5-8mm
4.振動頻率:740r/min
5.最大給料尺寸:300mm
6.篩面傾角:20°
7.處理能力:250-800t/h
8.電機功率:22×2KW
3)發貨清單:
5.圓振動篩2YK2470:
1)易損件清單及材質:
2)設備參數:
1.篩面規格:2440×7050mm
2.篩面層數:2層
3.單振幅:5-8mm
4.振動頻率:740r/min
5.最大給料尺寸:300mm
6.篩面傾角:20°
7.處理能力:150-600t/h
8.電機功率:30KW
3)發貨清單:
6.說明:
設備生產廠家隨設備提供本設備裝箱單、產品合格證、操作、維護、檢修、使用說明書。并同時提供安裝維護說明書、產品技術說明書,包括下列內容:
1) 設備技術說明書。
2) 成套系統的簡易裝置圖,用以說明系統所有組件。
3) 各系統簡圖。
4) 設備的所有潤滑位置及說明書。
四、材料
1. 所采用的材料應是全新,不允許使用機械性能和化學成份不合格的材料及陳舊廢次材料。
2. 所有使用的材料須符合圖紙要求,材料如有替代,替代材料的各項性能必須等于或優于被替代材料,并且須征得客戶方技術負責人員的同意。
3. 鋼板和沖剪件應清除毛刺,不得有裂紋、凹紋、皺紋等缺陷。
4. 鑄造件應進行消除內應力處理,并不應有縮孔、夾砂、裂紋等缺陷、冒口,翅片應消理干凈,并鏟平、磨平。
5. 橡膠材料應滿足強度要求,不應有膠布層起泡、表面明疤、橡膠層厚薄不均,接頭應平整。
6. 設備銘牌:材質為不銹鋼(0Cr18Ni9)
五、制造要求
1. 制造廠應具備制造同類設備的經驗和能力,加工設備、完善的質檢體系,有經驗的檢驗人員及合格的檢驗設施;
2. 所有技術規范按照圖紙技術要求執行,圖紙上未注明的全部按照以下標準執行:
《重型機械通用技術條件》JB/T 5000.1至15—2007
《機械設備安裝工程施工及驗收通用規范》GB50231/98
3. 設備制造應完全符合圖紙要求以及歸口部門的標準、規范、制造技術條件等;
4. 傳動部位的材料、外購成品件要有出廠合格證,所有需要特殊處理及加工的零部件需嚴格按照圖紙執行,出廠時提供相關證明資料;
5. 除注明外,所有焊縫、接頭、均應是全焊透結構;
6. 焊接:
焊接應滿足標準規范要求。
焊接件在焊接前應清除表面的污物,焊縫外部不得有目測可見的缺陷,這些缺陷按GB6417的分類為:裂紋、空穴、固體夾雜、未焊透、未熔合、形狀缺陷及上述外的其它缺陷。
7. 參照采用國內標準:
六、質量檢驗及監造
1. 設備生產廠家應根據設計、現行標準和規范的要求對設備的各組成部件進行選材、制造、檢驗和試驗,設備出廠前應按相關標準進行組裝試車,并形成試車報告,廠家對設備裝置的最終質量保證責任不因上述工作程序的進行而消失。
2. 客戶有權在設備裝置各部件制造期間派駐監造代表對設備進行監造,了解設備的檢查、試驗、設計、制造、組裝、檢驗和設備包裝質量等設備形成的全過程,廠家同意客戶所拍代表能在整個生產過程中自由進出生產地,此要求對于廠家的下級供應商的生產地也同樣適用。廠家有義務全面配合監造并及時提供相應資料,確保按期完成設備制造任務。
3. 客戶監造代表如不能按廠家通知時間及時到場,在設備制造過程中的各種檢驗工作照常進行,檢驗結果有效。事后監造代表有權了解和檢查該結果。
4. 監造代表在監造過程中如發現設備和材料缺陷或不符合工藝程序和合同規定的標準要求時,有權制止制造工作的繼續進行,生產廠家應及時采取相應的改進措施,有效排除缺陷,并得到監造代表認可,方可進行后續工作。
5. 無論監造人員是否參與監造及制造過程各階段的檢驗并且是否簽署了檢測報告,均不能免除破碎機廠家按合同規定應承擔的質量保證責任。
6. 由客戶提供的所有合同設備出廠時,應有生產廠家的產品質量合格證作為交貨的質量證明文件。
7. 廠家提供的全部設備在客戶安裝現場進行開箱檢驗清點,客戶應在檢驗前將開箱檢驗日期通知發貨廠家,廠家負責破碎設備發貨人員及時赴現場與客戶相關質量檢驗人員共同開箱檢驗。
8. 開箱檢驗中如發現設備有短少、缺陷、損壞或與破碎機采購合同規定不符的情況時,應作詳細記錄,并由雙方代表簽字。如屬廠家責任,應盡快免費補發、更換、修理。
9. 開箱檢驗中,由于客戶的原因導致設備有損壞,廠家應盡快補發、更換、修理,其費用由客戶自負。
七、性能保證及考核檢驗,設備試驗及驗收流程
1. 檢驗和試驗應根據買方的技術規定、數據表和經買方審核過的圖紙進行。上述文件應是最新版次的。當本規定的某項內容不可行時,賣方應在設備制造之前提出詳細的替代檢驗程序并提交給買方審查。
2. 見證試驗和檢驗
Ø 買方根據賣方提交的試驗和檢驗程序,確定買方的見證試驗和檢驗。
Ø 賣方應在合同生效后2周之內,向買方提交全部試驗和檢驗的詳細程序,包括監測參數的驗收準則供買方評審之用。
Ø 檢驗和試驗項目、程序和驗收標準設備應進行工廠試驗和現場試驗,以證實材料、工藝及性能滿足所采用的標準及本規范書的要求。賣方應嚴格按照所采用的標準、規范制定出一套完整的檢驗、試驗和驗收的準則,并應以書面的形式隨報價書提交買方,以供買方審閱并提出意見。賣方在設備加工過程中必須按照國家標準規范及相關的工廠標準進行檢驗、試驗,不合格品不得進入后續工序。各部件組裝前,應進行零件檢查,不合格零件不允許組裝。組裝過程中必須按有關標準進行檢查,所有檢查項目的結果必須滿足有關要求。各項檢驗、試驗活動,賣方均應向買方提交檢驗或試驗報告。某項檢驗、試驗不能滿足標準、規范及性能要求時,賣方應自費進行調整、修改和補充,直至滿足要求為止。
八、油漆、標志、包裝及運輸
1. 油漆
按制造廠標準執行
2. 標志
1) 銘牌材料應由0Cr18Ni9不銹鋼制成,緊固螺釘材料應相同。銘牌字跡應清晰。采用蝕刻打印。
2) 銘牌機應在明顯位置處固定產品銘牌。
3) 產品銘牌內容包括:
Ø 設備名稱、型號、設備位號;
Ø 主要技術參數。如有特殊要求,買方指定參數;
Ø 制造廠名、制造編號及出廠年、月、日;
Ø 所有可拆卸的部件應配對作好標記。
3. 包裝及運輸
1) 破碎設備的包裝應符合GB/T 13384-2008《機電產品包裝通用技術條件》的規定,其中傳動裝置以及電氣設備必須用封閉箱包裝。
2) 所有部件應加以適當的包裝和固定以防在運輸過程中可能發生的損壞。
3) 發運前賣方應清洗所有的部件并對其做適當的防腐處理和必要的保護措施,以保證機組發運到現場后在不采取另外的保護措施的條件下至少可以存放6個月而不會產生任何損壞。
4) 賣方對其產品在現場的貯存保管提出明確的要求。
5) 賣方應最大限度的完成工廠組裝,以保證設備的質量減少現場組裝工作量。賣方應提供詳細的設備交貨狀態列表供買方審查。
6) 出廠資料
Ø 裝箱單
Ø 由賣方制造廠檢驗人員簽署各項檢驗報告及數據
Ø 產品質量合格證
九、售后服務
1. 全面執行ISO9001有關服務的要求。對上海恒源冶金設備有限公司產品質量一年內實行“三包”、“三保”(保證產品質量、保證信守合同、保證優質服務);
2. 本設備交貨到現場后,破碎機生產廠家派員到現場協助需方共同按裝箱清單進行驗貨,并在接到需方通知后,48小時內到達需方現場,否則需方有權自行進行清點,所查出的缺件和缺陷,破碎機生產廠家均須認可。
3. 安裝調試。破碎機生產廠家選派身體健康、經驗豐富、工作能力強的技術人員。免費到需方現場指導本設備安裝、調試、詳細解釋本設備安裝調試的技術資料和要領,提供全面的技術服務和必要的、正確的示范,協助解決安裝調試中的技術問題。
4. 本設備安裝后,破碎機生產廠家派員現場指導調試及試生產。
5. 技術培訓。破碎機生產廠家負責在需方現場培訓技術工人,使需方有關人員能正確理解本設備工作原理和正確掌握本設備的操作、檢查保養、修理等應知應會技能。
6. 設備在投入運行后如發生質量問題,以電傳為準48小時內破碎機生產廠家派員到達現場,排除故障恢復生產。
7. 備件供應及服務。在需方正確安裝、操作、維護和使用本設備情況下,質保期內破碎機生產廠家免費更換有質量問題的零件(易損件除外),人為因素造成的除外,并長期優惠供應需方所需的本設備合格的備品備件。
十、質量保證書
本文件作為上海恒源冶金設備有限公司對所供設備與安裝調試提供的質量和服務的保證。
我方承諾提供以下質量保證并承擔相應的法律責任:
1. 提供的設備是全新的、符合國家質量標準、中國有關部門手續完備、具有生產廠家質量保證書(或合格證書)的設備;
2. 提供的設備符合投標文件承諾和投標文件規定的技術要求、性能參數及配套范圍;
3. 保證滿足“售后服務承諾”全部內容中與質量有關的要求;
4. 對投標的貨物,我單位承諾的性能保證值(詳見技術參數)。
(本文由上海恒源編輯整理發布,轉載請注明出處:http://www.77490.com.cn)一直被模仿,從未被超越!
一、項目概況
1.本項目為某機場二期破碎生產線項目,現生產能力400t/h,總設計生產能力800t/h。
2.破碎機生產廠家提供破碎機設備有:
1) 振動喂料機型號為ZSW600*150 數量壹臺
2) 顎式破碎機型號為PE1200*1500 數量壹臺
3) 反擊破型號為PF1515 數量叁臺
4) 圓振動篩型號為2YK3072 數量壹臺
5) 圓振動篩型號為2YK2470 數量貳臺
3.其他配套設備由需方向第三方另購。
4.破碎機廠家負責提供對所供設備的現場總體布置設計圖紙。
5.破碎機設備廠家恒源公司派技術員負責對所供設備進行指導安裝與調試。
二、破碎生產工藝
1. 項目信息及參數:
1) 原料粒度:<1000mm的石灰巖;
2) 根據客戶要求,本工藝采用粗破采用顎式破碎機,二段與三段破碎采用反擊式破碎機,篩分部分采用兩段串聯式篩分結構;
3) 根據客戶要求,本生產線預留產能擴展相關機位;
4) 產能要求:400噸/小時(擴展后總產能800噸/小時)。
2.設備工藝流程布置圖:
三、技術要求及供貨范圍
1.振動給料機ZSW600*150:
1)易損件清單及材質:
| 序號 | 圖號 | 名稱 | 材料 | 數量 | 單重kg |
| 1 | K4144.1-1 | 側護板(一) | 16Mn | 10 | 39 |
| 2 | K4144.1-3 | 側護板(二) | 16Mn | 2 | 4 |
| 3 | K4144.1-2 | 底護板(一) | 16Mn | 8 | 122 |
| 4 | K4144.1-4 | 底護板(二) | 16Mn | 2 | 61 |
2)技術參數:
1.最大進料粒度:800mm
2.處理能力:460-575t/h
3.偏心軸轉速:500-800rpm
4.振幅:9mm
5.電機:Y225M-6 30KW
3)標準件品牌:
電機采用上海某品牌電機,或者安徽某品牌電機;
軸承采用大連、瓦房店某集團產品。
4)發貨清單:
| 上海恒源冶金設備有限公司 | 裝箱發貨清單 | 共1頁 | 第1頁 | ||||
| ZSW-600×150振動喂料機 | 共 箱 | ||||||
| 訂貨單位 | 產品編號 | ||||||
| 箱號 | 序號 | 圖號 | 名稱 | 數量(件) | 規格 | 重量(kg) | 包裝類型 |
| 1 | K4114.00 | 主機 | 1 | 裸裝 | |||
| 2 | K4114-2 | 彈簧 | 12 | 木箱 | |||
| GB11544 | 三角帶 | 4 | SPC-2800 | ||||
| Y200L-4 | 電動機(附槽輪) | 1 | 30KW | ||||
| GB5782 | 螺栓(附一帽一平一彈) | 4 | M16X75 | ||||
| 合格證 | 1 | ||||||
| 說明書 | 1 | ||||||
| 3 | C53368 | 電機振架 | 1 | 裸裝 | |||
| 4 | KS4102.3A | 前彈簧支架 | 1 | 裸裝 | |||
| 5 | KS4102.4A | 后彈簧支架 | 2 | 裸裝 | |||
2.顎式破碎機PE1200*1500:
1)易損件清單及材質:
| PE1200X1500易損件清單 | ||||||||
| 序號 | 圖號 | 名稱 | 材料 | 數量 | 單重 | 總重 | 單價 | 總價 |
| 1 | K3131-1 | 固定齒板 | ZGMn13 | 2 | 1480 | 2960 | ||
| 2 | K3131-8 | 活動齒板I | ZGMn13 | 2 | 1567 | 3134 | ||
| 3 | K3131-41 | 活動齒板II | ZGMn13 | 1 | 410 | 410 | ||
| 4 | K3131-2 | 固定顎板契塊 | ZGMn13 | 1 | 364 | 364 | ||
| 5 | K3131-6 | 活動顎板契塊 | ZGMn13 | 1 | 225 | 225 | ||
| 6 | K3131-7 | 動顎護板 | 焊接件 | 1 | 983 | 983 | ||
| 5 | K3131-10a | 螺栓M42*1425 | 45 | 4 | 15 | 60 | ||
| 6 | K3131-39 | 拉緊螺栓 | 45 | 16 | 8.1 | 129 | ||
| 9 | K3131-40 | 拉緊螺栓 | 45 | 12 | 4.4 | 61.6 | ||
| 10 | K3131-44 | 拉緊螺栓 | 45 | 4 | 5.9 | 23.6 | ||
2)技術參數:
1.進料口尺寸:1200×1500mm
2.最大進料:1000mm
3.排料口調整范圍:150-350mm
4.偏心軸轉速:180r/min
5.處理能力:450-800t/h
6.電動機型號:Y355L1-8 220KW
3)標準件品牌:
電機采用上海某品牌電機,或者安徽某品牌電機;
軸承采用大連、瓦房店某集團產品。
4)發貨清單:
| 上海恒源冶金設備有限公司 | 裝箱發貨清單 | 共1頁 | 第1頁 | ||||
| PE-1200X1500顎式破碎機 | 共 箱 | ||||||
| 訂貨單位 | 產品編號 | ||||||
| 箱號 | 序號 | 圖號 | 名稱 | 數量(件) | 規格 | 重量(kg) | 包裝類型 |
| 1 | K3131.1 | 機架總成 | 1 | 裸裝 | |||
| 2 | K3131.3 | 動顎總成 | 1 | 裸裝 | |||
| 3 | K3131-30a | 飛輪 | 1 | 裸裝 | |||
| 4 | K3208-55a | 槽輪 | 1 | 裸裝 | |||
| 5 | Y355L1-8 | 電機(附槽輪) | 1 | 220KW | 木箱 | ||
| GB11544 |
三角帶 25J-10800 |
3 | 三聯組2根 二聯組1根 | ||||
| K3131.8 | 導軌 | 2 | |||||
| GB37 | T型螺栓(附一帽一平一彈) | 4 | M24X120 | ||||
| K3131.4 | 肘板 | 1 | |||||
| K3131.5 | 調整墊片 | 9 | 5、10、15各3 | ||||
| GB799 | 地腳螺栓(附兩帽、一平) | 10 | M72X1800 | ||||
| GB799 | 地腳螺栓(附兩帽、一平) | 4 | M42X800 | ||||
| K3208-19 | 彈簧拉桿(附相關零件) | 2 | |||||
| K3131-17 | 左右拉桿(附相關零件) | 1 | |||||
| K3131-26 | 退卸螺母 | 1 | |||||
| GB5783 | 螺栓(附彈墊) | 4 | M24X300 | ||||
| K3131-38 | 切向鍵 | 4 | |||||
| K3131-34 | 切向鍵 | 4 | |||||
| K3131-31 | 擋圈 | 2 | |||||
| GB5782 | 螺栓(附一平一彈) | 12 | M36X160 | ||||
| 說明書 | 1 | ||||||
| 合格證 | 1 | ||||||
| 氣動黃油泵 | 1 | ||||||
| 油管 | 2 | L=2500 | |||||
| 油管 | 2 | L=3000 | |||||
| 手動液壓泵 | 2 | ||||||
| 接頭 | 2 | M20X1.5/M16X1.5 | |||||
| 接頭 | 2 | M16X1.5/M16X1.5 | |||||
| GB70.1 | 內六角螺釘 | 16 | M12X16 | ||||
| 注油接管 | 1 | L=250 | |||||
3.反擊式破碎機PF1515:
1)易損件清單及材質:
| PF1515反擊破(單臺) | ||||||||
| 序號 | 圖號 | 名稱 | 材料 | 數量 | 單重 | 總重 | 單價 | 總價 |
| 1 | MA08.2-1 | 反擊襯板I | ZGMn13 | 48 | 54 | 2592 | ||
| 2 | MA08.1-1 | 反擊襯板II | ZGMn13 | 6 | 52 | 312 | ||
| 3 | MA08.1-3 | 反擊襯板III | ZGMn13 | 6 | 48 | 288 | ||
| 4 | MA08.6 | 側襯板總成 | ZGMn13 | 1套 | 2820 | 2820 | ||
| 4 | MA08.4-8 | 板錘 | KMTBCr26 | 8 | 320 | 2560 | ||
2)技術參數:
1.轉子直徑×寬度:Φ1500×1500mm
2.進料口尺寸:1538×800mm
3.最大進料邊長:300mm
4.生產能力:220-280t/h
5.電機型號:Y2-355L4-6 280kw
6.主軸轉速:400r/min
3)標準件品牌:
電機采用上海某品牌電機,或者安徽某品牌電機;
軸承采用大連、瓦房店某集團產品。
4)發貨清單:
| 上海恒源冶金設備有限公司 | 裝箱發貨清單 | 共1頁 | 第1頁 | ||||
| PF-1515反擊式破碎機(單臺) | 共 箱 | ||||||
| 訂貨單位 | 產品編號 | ||||||
| 箱號 | 序號 | 圖號 | 名稱 | 數量(件) | 規格 | 重量(kg) | 包裝類型 |
| 1 | MA08.00 | 反擊式破碎機 | 1 | 裸裝 | |||
| 2 | Y2 355L4-6 | 電動機(附槽輪) | 1 | 280KW | 木箱 | ||
| MA08.7-1 | 電機滑軌 | 2 | 1200X300X150 | ||||
| MA08.7-2 | 頂緊螺栓 | 4 | M30X250 | ||||
| K3105.7-2 | 電機螺栓(附一帽一平一彈) | 4 | M24X160 | ||||
| GB/T13575.2 | 3聯組窄V帶 | 4 | 25J-4060 | ||||
| GB799 | 地腳螺栓(附兩帽一平) | 12 | M36X1000 | ||||
| GB799 | 地腳螺栓(附兩帽一平) | 12 | M24X800 | ||||
| 說明書 | 1 | ||||||
| 合格證 | 1 | ||||||
| 3 | 液壓站 | 1 | 木箱 | ||||
4.圓振動篩2YK3072:
1)易損件清單及材質:
| 2YK3072易損件清單 | ||||||||
| 序號 | 圖號 | 名稱 | 材料 | 數量 | 單重 | 總重 | 單價 | 總價 |
| 1 | MP01.1-1~2 | 篩網 | 成品 | 2 | ||||
1.篩面規格:3000×7040mm
2.篩面層數:2層
3.雙振幅:5-8mm
4.振動頻率:740r/min
5.最大給料尺寸:300mm
6.篩面傾角:20°
7.處理能力:250-800t/h
8.電機功率:22×2KW
3)發貨清單:
| 上海恒源冶金設備有限公司 | 裝箱發貨清單 | 共1頁 | 第1頁 | |||||
| 2YK-3072圓振動篩 | 共 箱 | |||||||
| 訂貨單位 | 產品編號 | |||||||
| 箱號 | 序號 | 圖號 | 名稱 | 數量(件) | 規格 | 重量(kg) | 包裝類型 | |
| 1 | 2YK3072.00 | 主機 | 1 | 裸裝 | ||||
| 2 | Y225M-8 | 電動機(半聯軸器) | 2 | 22KW×2 | 箱裝 | |||
| 4YK3072.5-2 | 彈簧 | 8 | φ35×φ170-377.5 | |||||
| GB5782 | 螺栓(附一帽一平一彈) | 8 | M16×85 | |||||
| 4YK3072.5.2 | 彈簧下座 | 4 | ||||||
| 說明書 | 1 | |||||||
| 合格證 | 1 | |||||||
5.圓振動篩2YK2470:
1)易損件清單及材質:
| 2YK2470易損件清單 | ||||||||
| 序號 | 圖號 | 名稱 | 材料 | 數量 | 單重 | 總重 | 單價 | 總價 |
| 1 | MP07.1-1~2 | 篩網 | 成品 | 2 | ||||
2)設備參數:
1.篩面規格:2440×7050mm
2.篩面層數:2層
3.單振幅:5-8mm
4.振動頻率:740r/min
5.最大給料尺寸:300mm
6.篩面傾角:20°
7.處理能力:150-600t/h
8.電機功率:30KW
3)發貨清單:
| 上海恒源冶金設備有限公司 | 裝箱發貨清單 | 共1頁 | 第1頁 | |||||
| 2YK-2470圓振動篩 | 共 箱 | |||||||
| 訂貨單位 | 產品編號 | |||||||
| 箱號 | 序號 | 圖號 | 名稱 | 數量(件) | 規格 | 重量(kg) | 包裝類型 | |
| 1 | 2YK2470.00 | 主機 | 1 | 裸裝 | ||||
| 2 | Y250M-8 | 電動機(半聯軸器) | 1 | 30KW | 箱裝 | |||
| 彈簧 | 8 | φ32×φ197-373 | ||||||
| GB5782 | 螺栓(附一帽一平一彈) | 4 | M20×90 | |||||
| 4YK2470.7.2 | 彈簧下座 | 4 | ||||||
| 說明書 | 1 | |||||||
| 合格證 | 1 | |||||||
6.說明:
設備生產廠家隨設備提供本設備裝箱單、產品合格證、操作、維護、檢修、使用說明書。并同時提供安裝維護說明書、產品技術說明書,包括下列內容:
1) 設備技術說明書。
2) 成套系統的簡易裝置圖,用以說明系統所有組件。
3) 各系統簡圖。
4) 設備的所有潤滑位置及說明書。
四、材料
1. 所采用的材料應是全新,不允許使用機械性能和化學成份不合格的材料及陳舊廢次材料。
2. 所有使用的材料須符合圖紙要求,材料如有替代,替代材料的各項性能必須等于或優于被替代材料,并且須征得客戶方技術負責人員的同意。
3. 鋼板和沖剪件應清除毛刺,不得有裂紋、凹紋、皺紋等缺陷。
4. 鑄造件應進行消除內應力處理,并不應有縮孔、夾砂、裂紋等缺陷、冒口,翅片應消理干凈,并鏟平、磨平。
5. 橡膠材料應滿足強度要求,不應有膠布層起泡、表面明疤、橡膠層厚薄不均,接頭應平整。
6. 設備銘牌:材質為不銹鋼(0Cr18Ni9)
五、制造要求
1. 制造廠應具備制造同類設備的經驗和能力,加工設備、完善的質檢體系,有經驗的檢驗人員及合格的檢驗設施;
2. 所有技術規范按照圖紙技術要求執行,圖紙上未注明的全部按照以下標準執行:
《重型機械通用技術條件》JB/T 5000.1至15—2007
《機械設備安裝工程施工及驗收通用規范》GB50231/98
3. 設備制造應完全符合圖紙要求以及歸口部門的標準、規范、制造技術條件等;
4. 傳動部位的材料、外購成品件要有出廠合格證,所有需要特殊處理及加工的零部件需嚴格按照圖紙執行,出廠時提供相關證明資料;
5. 除注明外,所有焊縫、接頭、均應是全焊透結構;
6. 焊接:
焊接應滿足標準規范要求。
焊接件在焊接前應清除表面的污物,焊縫外部不得有目測可見的缺陷,這些缺陷按GB6417的分類為:裂紋、空穴、固體夾雜、未焊透、未熔合、形狀缺陷及上述外的其它缺陷。
7. 參照采用國內標準:
| 序號 | 標準號 | 標準名稱 |
| 1 | JB/T5000.6-1998 | 鑄鋼件通用技術要求 |
| 2 | JB/T5000.7-1998 | 鑄鋼件補焊通用技術要求 |
| 3 | JB/T5000.9-1998 | 切削加工件通用技術要求 |
| 4 | JB/T5000.10-1998 | 裝配通用技術要求 |
| 5 | JB/T5000.1-1998 | 產品檢驗通用技術要求 |
| 6 | JB/T5000.13-1998 | 包裝通用技術要求 |
| 7 | YB/T036.1-036.21-92 | 冶金設備制造通用技術條件標準匯編 |
六、質量檢驗及監造
1. 設備生產廠家應根據設計、現行標準和規范的要求對設備的各組成部件進行選材、制造、檢驗和試驗,設備出廠前應按相關標準進行組裝試車,并形成試車報告,廠家對設備裝置的最終質量保證責任不因上述工作程序的進行而消失。
2. 客戶有權在設備裝置各部件制造期間派駐監造代表對設備進行監造,了解設備的檢查、試驗、設計、制造、組裝、檢驗和設備包裝質量等設備形成的全過程,廠家同意客戶所拍代表能在整個生產過程中自由進出生產地,此要求對于廠家的下級供應商的生產地也同樣適用。廠家有義務全面配合監造并及時提供相應資料,確保按期完成設備制造任務。
3. 客戶監造代表如不能按廠家通知時間及時到場,在設備制造過程中的各種檢驗工作照常進行,檢驗結果有效。事后監造代表有權了解和檢查該結果。
4. 監造代表在監造過程中如發現設備和材料缺陷或不符合工藝程序和合同規定的標準要求時,有權制止制造工作的繼續進行,生產廠家應及時采取相應的改進措施,有效排除缺陷,并得到監造代表認可,方可進行后續工作。
5. 無論監造人員是否參與監造及制造過程各階段的檢驗并且是否簽署了檢測報告,均不能免除破碎機廠家按合同規定應承擔的質量保證責任。
6. 由客戶提供的所有合同設備出廠時,應有生產廠家的產品質量合格證作為交貨的質量證明文件。
7. 廠家提供的全部設備在客戶安裝現場進行開箱檢驗清點,客戶應在檢驗前將開箱檢驗日期通知發貨廠家,廠家負責破碎設備發貨人員及時赴現場與客戶相關質量檢驗人員共同開箱檢驗。
8. 開箱檢驗中如發現設備有短少、缺陷、損壞或與破碎機采購合同規定不符的情況時,應作詳細記錄,并由雙方代表簽字。如屬廠家責任,應盡快免費補發、更換、修理。
9. 開箱檢驗中,由于客戶的原因導致設備有損壞,廠家應盡快補發、更換、修理,其費用由客戶自負。
七、性能保證及考核檢驗,設備試驗及驗收流程
1. 檢驗和試驗應根據買方的技術規定、數據表和經買方審核過的圖紙進行。上述文件應是最新版次的。當本規定的某項內容不可行時,賣方應在設備制造之前提出詳細的替代檢驗程序并提交給買方審查。
2. 見證試驗和檢驗
Ø 買方根據賣方提交的試驗和檢驗程序,確定買方的見證試驗和檢驗。
Ø 賣方應在合同生效后2周之內,向買方提交全部試驗和檢驗的詳細程序,包括監測參數的驗收準則供買方評審之用。
Ø 檢驗和試驗項目、程序和驗收標準設備應進行工廠試驗和現場試驗,以證實材料、工藝及性能滿足所采用的標準及本規范書的要求。賣方應嚴格按照所采用的標準、規范制定出一套完整的檢驗、試驗和驗收的準則,并應以書面的形式隨報價書提交買方,以供買方審閱并提出意見。賣方在設備加工過程中必須按照國家標準規范及相關的工廠標準進行檢驗、試驗,不合格品不得進入后續工序。各部件組裝前,應進行零件檢查,不合格零件不允許組裝。組裝過程中必須按有關標準進行檢查,所有檢查項目的結果必須滿足有關要求。各項檢驗、試驗活動,賣方均應向買方提交檢驗或試驗報告。某項檢驗、試驗不能滿足標準、規范及性能要求時,賣方應自費進行調整、修改和補充,直至滿足要求為止。
八、油漆、標志、包裝及運輸
1. 油漆
按制造廠標準執行
2. 標志
1) 銘牌材料應由0Cr18Ni9不銹鋼制成,緊固螺釘材料應相同。銘牌字跡應清晰。采用蝕刻打印。
2) 銘牌機應在明顯位置處固定產品銘牌。
3) 產品銘牌內容包括:
Ø 設備名稱、型號、設備位號;
Ø 主要技術參數。如有特殊要求,買方指定參數;
Ø 制造廠名、制造編號及出廠年、月、日;
Ø 所有可拆卸的部件應配對作好標記。
3. 包裝及運輸
1) 破碎設備的包裝應符合GB/T 13384-2008《機電產品包裝通用技術條件》的規定,其中傳動裝置以及電氣設備必須用封閉箱包裝。
2) 所有部件應加以適當的包裝和固定以防在運輸過程中可能發生的損壞。
3) 發運前賣方應清洗所有的部件并對其做適當的防腐處理和必要的保護措施,以保證機組發運到現場后在不采取另外的保護措施的條件下至少可以存放6個月而不會產生任何損壞。
4) 賣方對其產品在現場的貯存保管提出明確的要求。
5) 賣方應最大限度的完成工廠組裝,以保證設備的質量減少現場組裝工作量。賣方應提供詳細的設備交貨狀態列表供買方審查。
6) 出廠資料
Ø 裝箱單
Ø 由賣方制造廠檢驗人員簽署各項檢驗報告及數據
Ø 產品質量合格證
九、售后服務
1. 全面執行ISO9001有關服務的要求。對上海恒源冶金設備有限公司產品質量一年內實行“三包”、“三保”(保證產品質量、保證信守合同、保證優質服務);
2. 本設備交貨到現場后,破碎機生產廠家派員到現場協助需方共同按裝箱清單進行驗貨,并在接到需方通知后,48小時內到達需方現場,否則需方有權自行進行清點,所查出的缺件和缺陷,破碎機生產廠家均須認可。
3. 安裝調試。破碎機生產廠家選派身體健康、經驗豐富、工作能力強的技術人員。免費到需方現場指導本設備安裝、調試、詳細解釋本設備安裝調試的技術資料和要領,提供全面的技術服務和必要的、正確的示范,協助解決安裝調試中的技術問題。
4. 本設備安裝后,破碎機生產廠家派員現場指導調試及試生產。
5. 技術培訓。破碎機生產廠家負責在需方現場培訓技術工人,使需方有關人員能正確理解本設備工作原理和正確掌握本設備的操作、檢查保養、修理等應知應會技能。
6. 設備在投入運行后如發生質量問題,以電傳為準48小時內破碎機生產廠家派員到達現場,排除故障恢復生產。
7. 備件供應及服務。在需方正確安裝、操作、維護和使用本設備情況下,質保期內破碎機生產廠家免費更換有質量問題的零件(易損件除外),人為因素造成的除外,并長期優惠供應需方所需的本設備合格的備品備件。
十、質量保證書
本文件作為上海恒源冶金設備有限公司對所供設備與安裝調試提供的質量和服務的保證。
我方承諾提供以下質量保證并承擔相應的法律責任:
1. 提供的設備是全新的、符合國家質量標準、中國有關部門手續完備、具有生產廠家質量保證書(或合格證書)的設備;
2. 提供的設備符合投標文件承諾和投標文件規定的技術要求、性能參數及配套范圍;
3. 保證滿足“售后服務承諾”全部內容中與質量有關的要求;
4. 對投標的貨物,我單位承諾的性能保證值(詳見技術參數)。
(本文由上海恒源編輯整理發布,轉載請注明出處:http://www.77490.com.cn)一直被模仿,從未被超越!
返回首頁
反擊式破碎機電氣控制柜電氣原理簡述
2019-12-09
我國的破碎機技術處于什么階段?
2019-05-10
沖擊式制砂機外刀配件的更換方法和注意事項
2019-12-06
貴州時產300-400噸砂石生產線即將投產
2019-06-19
【砂石質量】民生不可馬虎!住建部、水利部對砂石發展提供指導意見
2019-10-14
圓錐破和反擊破10個方面的差異
2023-03-31
【破碎機設備】中央規定省政府可決定采砂國營,來源證明全國通用!
2019-08-01
制砂機轉子和轉子擋板配件怎么更換?
2019-12-21
在過去的兩年里,新增了32個監測點,武漢還建立了一個“河眼”,這樣非法采砂就找不到
2019-11-17
脫水篩細沙回收機出廠試機視頻
2020-04-07
破碎機廠家表示破碎物料的粒度須符合設備的要求
2020-06-24
如何延長圓錐破碎機的使用壽命?
2023-04-16
一定要了解的破碎機械常識
2019-05-10
擺式磨粉機的維護和保養-產品連載介紹(5)
2019-12-18
山碎牌pew液壓顎破一體機詳解
2019-05-10
【破碎機】破碎機壽命短?記得經常給你的破碎機來個維護!
2019-10-21
垃圾分類已實行,礦山建筑垃圾將何去何從
2019-07-04
如何正確使用磨粉機加工石灰石?全面指南與操作技巧
2024-12-06
破碎機配件維護、保養的重要性
2019-06-05
廢品站內,悄悄開起廢塑料破碎作坊,被逮個正著!
2019-09-10


